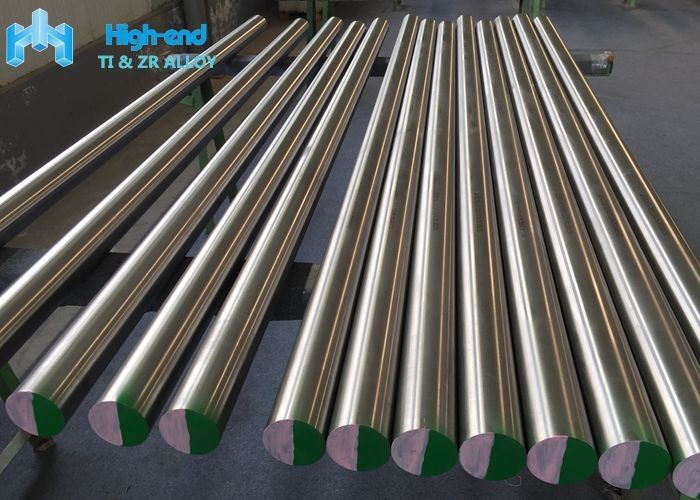
Titanyum 2. Sınıf Sıcak Dövme Çubuk Sıcak Haddelenmiş Titanyum Yuvarlak Çubuk
Titanyum çubuğun geleneksel teknolojisi, sünger titanyumu külçelere dökmek ve daha sonra kütük ve dövme haddeleme yoluyla titanyum çubuk üretmektir. Titanyum sünger, titanyum malzemelerin üretimi için en orijinal malzemedir, eritme, ilk malzeme olan titanyum külçeyi alacaktır. titanyum işleme için.
Sünger titanyumdan boş titanyum çubuğun işleme süreci aşağıdaki gibidir:
(1) basınç elektrotu, sünger titanyum pres elektrotundan preslenir ve yoğun bir sünger titanyum presleme bloğu elektrotu oluşturur;
(2) Vakumlu döküm, 1700 ~ 1800 ℃ ve -103 Pa koşulları altında sünger titanyum presleme blok elektrotunun üç kez vakumlu dökümü;
(3) boşluk, 1000 ℃ koşulu altında, hidrolik pres boşluğundan geçirilir ve son olarak kare boşluğa bastırılır;
Yüksek basıncın kesme işlemi sırasında titanyum çubuğun ömrünü azaltacağına dikkat edilmelidir.Bu nedenle, titanyum çubuk kapalı kalıp dövme yöntemiyle dövüldüğünde, orijinal boşluğun hacmi, hazırlık sürecini karmaşıklaştıran kapalı kalıp dövme yönteminde kesinlikle sınırlandırılmalıdır. ilgi ve proses fizibilite yönleri. metal nispi kayıp genellikle boş ağırlık azalması ile artar, bazı asimetrik yapı, alan farkı daha büyüktür ve yerel dövmeleri doldurmak zordur, Çapak tüketimi %50 kadar yüksek olabilir.Kapalı kalıp dövme işleminde çapak kaybı olmamasına rağmen, karmaşık kütük üretim süreci için daha fazla geçiş oluğu eklemek gerekir, bu da şüphesiz yardımcı maliyeti artıracaktır.
(4) ilk haddeleme için, 970 ~ 980°C'de, silindirik şekilli boşluk, önceden haddehane tarafından haddelenir;
(5) ikinci haddeleme, 950 ℃ koşulu altında, değirmen boş parçalara yuvarlanır.
Farklı özelliklere göre sınıflandırılabilen pek çok haddeleme yöntemi vardır. Metal akış ve deformasyon özelliklerine göre ekstrüzyon ileri ekstrüzyon, ters ekstrüzyon ve özel ekstrüzyon olarak sınıflandırılabilir. Özel ekstrüzyon hidrostatik ekstrüzyon, sürekli ekstrüzyon, yanal ekstrüzyon, birleşik ekstrüzyon içerir. ekstrüzyon, bileşik ekstrüzyon, ceket ekstrüzyon, soyma ekstrüzyon, su sızdırmaz ekstrüzyon, acı kalıp ekstrüzyon, toz ekstrüzyon, yarı eriyik ekstrüzyon, sıvı ekstrüzyon, vb.
Sıcaklık sınıflandırmasına göre ekstrüzyon, sıcak ekstrüzyon, sıcak ekstrüzyon ve soğuk ekstrüzyon vardır. Sıcak ekstrüzyon ve soğuk ekstrüzyon, ekstrüzyonun iki ana dalıdır.Sıcak ekstrüzyon esas olarak metalurji sanayi sisteminde, yani ekstrüzyonun genel adı olarak kullanılır. Mekanik sanayi sistem uygulaması soğuk ekstrüzyon; Sıcak ekstrüzyonun gelişimi nispeten geç ve uygulama kapsamı küçüktür.
Titanyum sünger → titanyum elektrot bloğu → vakumla eritme → titanyum külçe → çubuk boşluklarına yağ pres dövme → haddeleme → soyma → tavlama → doğrultma → cilalama → bitmiş ürün → kusur tespiti → paketleme
Kimyasal Test
| Malzeme sınıfı |
Al |
V |
Fe |
Ö |
C |
n |
H |
Ti |
| Gr1 |
/ |
/ |
0.106 |
0.046 |
0.017 |
0.010 |
0.001 |
Denge |
| Gr2/UNS R50250 |
/ |
/ |
0.178 |
0.19 |
0.011 |
0.006 |
0.001 |
Denge |
Mekanik Test
| Malzeme sınıfı |
Gerilme direnci |
Akma dayanımı |
Uzama |
Alanın azaltılması |
| Gr1 |
405 |
316 |
21 |
41 |
| Gr2 |
463 |
349 |
26 |
46 |

HAVACILIK uygulamaları için TİTANYUM malzemelerin avantajı
· Hafif
· Yüksek güç
· Yüksek yorulma direnci
· Yüksek ısı direnci
 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!